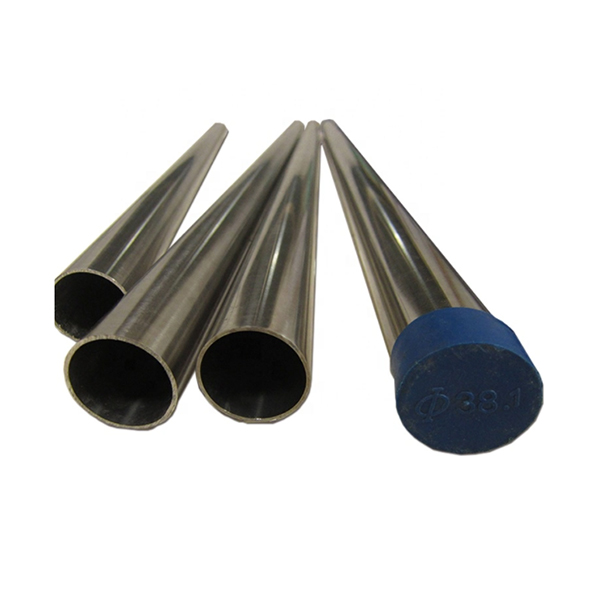
Vruće valjana bešavna čelična cijev
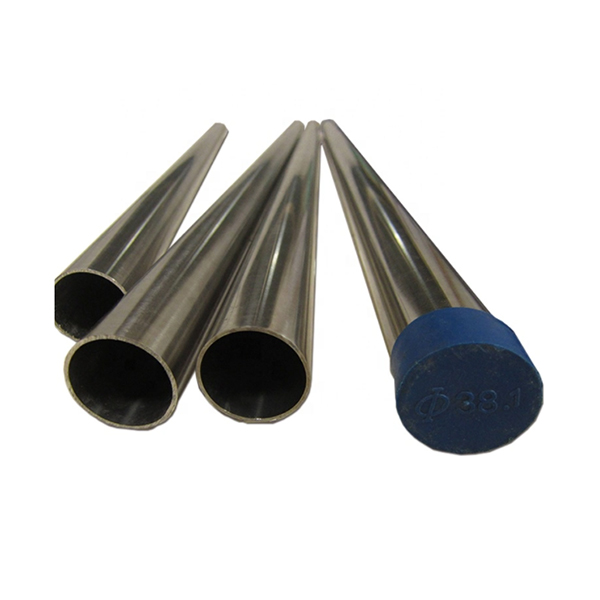





Vruće valjane bešavne čelične cijevi, vruće valjanje je u odnosu na hladno valjanje, hladno valjanje je valjanje ispod temperature rekristalizacije, a toplo valjanje je valjanje iznad temperature rekristalizacije.
Vruće valjane bešavne čelične cijevi, prednosti
Može uništiti strukturu lijevanja čeličnih ingota, poboljšati veličinu zrna čelika i eliminirati nedostatke mikrostrukture, tako da se čelična struktura zbije i mehanička svojstva poboljšaju.Ovo poboljšanje se uglavnom ogleda u smjeru valjanja, tako da čelik više nije u određenoj mjeri izotropan.Mjehurići, pukotine i labavosti nastale tokom livenja mogu se zavariti i pod visokim temperaturama i pritiskom.
Klasifikacija
Vruće valjana bešavna čelična cijev, podijeljena je na opću čeličnu cijev, čeličnu cijev za kotao niskog i srednjeg tlaka, čeličnu cijev za kotao visokog pritiska, cijev od legiranog čelika, cijev od nehrđajućeg čelika, cijev za pucanje nafte, geološke čelične cijevi i druge čelične cijevi.
Hladno valjana (dial) bešavna čelična cijev pored opće čelične cijevi, čelična cijev za kotao niskog i srednjeg tlaka, čelična cijev za kotao pod visokim pritiskom, cijev od legiranog čelika, cijev od nehrđajućeg čelika, cijev za pucanje nafte, druge čelične cijevi, također uključuje ugljični tanki- čelična cijev sa zidovima, čelična cijev od legure tankih stijenki, cijev od nehrđajućeg čelika, čelična cijev specijalnog oblika.Vanjski promjer toplo valjane bešavne cijevi je općenito veći od 32 mm, a debljina stijenke je 2,5-75 mm.Vanjski promjer hladno valjane bešavne čelične cijevi može doseći 6 mm, a debljina stijenke može doseći 0,25 mm.Vanjski promjer cijevi tankih stijenki može doseći 5 mm, a debljina stijenke je manja od 0,25 mm.
Općenita bešavna čelična cijev: izrađena je od 10, 20, 30, 35, 45 i drugog visokokvalitetnog čelika vezanog ugljikom 16Mn, 5MnV i drugog niskolegiranog konstrukcionog čelika ili 40Cr, 30CrMnSi, 45Mn2, 40MnB i drugih vrućih ili legiranih čelika hladno valjana.10, 20 i druge bešavne cijevi za proizvodnju čelika s niskim udjelom ugljika uglavnom se koriste za cjevovode za tekućine.45, 40Cr i drugi srednje ugljični čelik napravljen od bešavnih cijevi za proizvodnju mehaničkih dijelova, kao što su automobili, traktori pod opterećenjem.Opća upotreba bešavnih čeličnih cijevi kako bi se osigurala čvrstoća i test spljoštenja.Vruće valjane čelične cijevi se isporučuju u toplo valjanom ili termički obrađenom stanju.Hladno valjana isporuka je termički obrađena.
Dozvoljeno odstupanje normalizovanog spoljašnjeg prečnika
D1 ±1,5%, minimalno ±0,75mm
D2 plus ili minus 1,0%.Minimalno + / - 0,50 mm
D3 + / - 0,75%.Minimalno +/- 0,30 mm
D4 + / - 0,50%.Minimalno + / - 0,10 mm
Formula za izračunavanje težine čelične cijevi
[(spoljni prečnik - debljina zida)* debljina zida]x0,02466=kg/ m (težina po metru)
Vruće valjane bešavne čelične cijevi, funkcionalne namjene
1. Kategorija gradnje je: ispod cevovodnog transporta više, građevinsko vađenje podzemne vode, kotlovski transport tople vode.
2. Mehanička obrada, rukavac ležaja, pribor za mašine za obradu itd.
3. Električni: prijenos plina, cjevovod tekućine za proizvodnju vode.
4. Antistatička cijev za vjetroelektrane itd.
Specifikacija
| Ime proizvoda | Cijev/cijev od nehrđajućeg čelika |
| Standard | ASME, ASTM, EN, BS, GB, DIN, JIS itd |
| Brand | 201/202/304/304L/316/316L/ 321/309S/310S/410/420/430 |
| Certifikat | BV, ISO, CE, SGS itd |
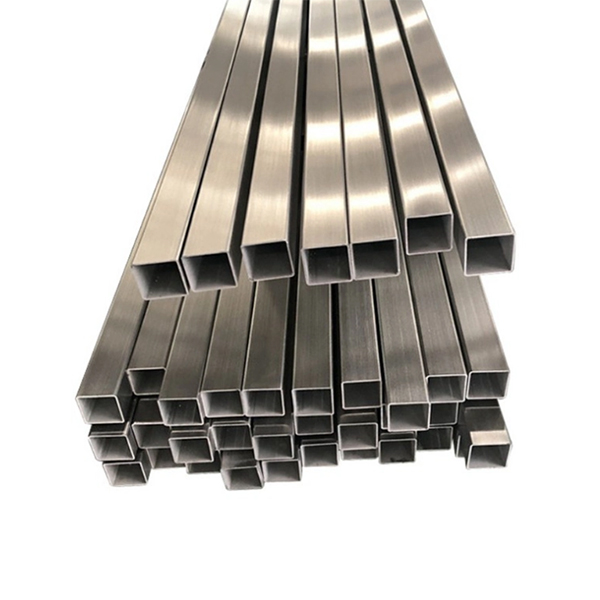
| Tip | Bešavne i zavarene |
| vanjski promjer (OD) | 3-1220mm |
| Debljina | 0,5-50 mm |
| Dužina | 6000mm 5800mm 12000mm ili prilagođeno |
| Tehnika | Hladno izvučeno ili vruće izvučeno |
| Površina | 2B, br.1, br.4, HL, BA, 8K itd |
| Aplikacija | Industrija, hemijska, električna energija, mašine, arhitektura, dekoracija, itd. |
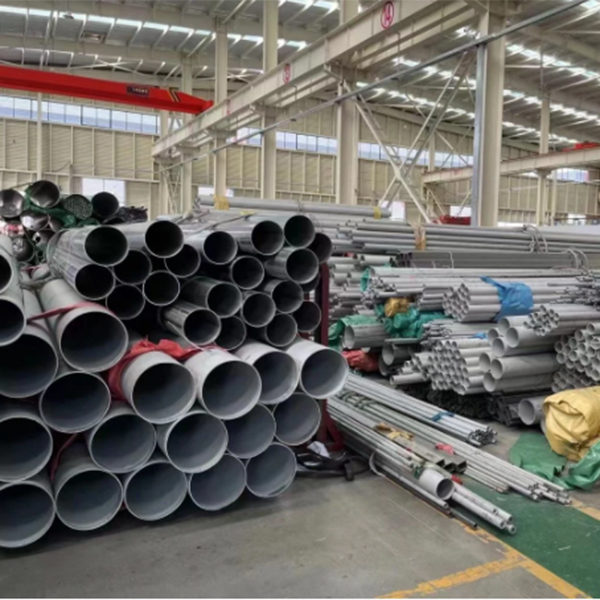
| Pakovanje | Standardno izvozno pakovanje za more |
| Vrijeme isporuke | 7-15 radnih dana nakon depozita |
| TradeTerms | FOB, CFR, CIF, EXW |
| Uslovi plaćanja | 30% T/T, L/C |
Obrada površina
| Površina | Definicija | Aplikacija |
| br.1 | Površina gotova termičkom obradom i kiselinom ili procesima koji odgovaraju nakon vrućeg valjanja. | Spremnik za kemikalije, cijev itd. |
| br.3 | One završene poliranjem brusnim materijalima br.100 do br.120 navedenim u JIS R6001. | Kuhinjski pribor, građevinarstvo itd. |
| br.4 | One gotove poliranjem brusnim materijalima br. 150 do br. 180 navedenim u JIS R6001. | Kuhinjski pribor, visokogradnja, medicinska oprema itd. |
| 2B | Oni gotovi, nakon hladnog valjanja, termičkom obradom, kiselinom ili drugom ekvivalentnom obradom i na kraju hladnim valjanjem do odgovarajućeg sjaja. | Medicinska oprema, Prehrambena industrija, Građevinski materijal, Kuhinjski pribor itd. |
| BA (br.6) | Oni obrađeni svetlom toplotnom obradom nakon hladnog valjanja. | Kuhinjski pribor, električna oprema, visokogradnja itd. |
| Ogledalo (br.8) | Sjaji kao ogledalo | Izgradnja objekata, uređenje itd. |
| Linija kose | Oni su završili poliranje tako da daju kontinuirane tragove poliranja korištenjem abraziva odgovarajuće veličine zrna. | Izgradnja zgrada itd. |
Hemijski sastav
| Ocjena | C | Si | Mn | P | S | Ni | Cr | Mo | |||||
| 201 | ≤0 .15 | ≤0 .75 | 5. 5-7.5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16 ,0 -18,0 | - | |||||
| 202 | ≤0 .15 | ≤l.0 | 7.5-10.0 | ≤0,06 | ≤ 0,03 | 4.0-6.0 | 17.0-19.0 | - | |||||
| 301 | ≤0 .15 | ≤l.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6.0-8.0 | 16.0-18.0 | - | |||||
| 302 | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 8.0-10.0 | 17.0-19.0 | - | |||||
| 304 | ≤0 .0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.0 | - | |||||
| 304L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.0 | - | |||||
| 309S | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.0 | 22.0-24.0 | - | |||||
| 310S | ≤0,08 | ≤1.5 | ≤2.0 | ≤0,035 | ≤ 0,03 | 19.0-22.0 | 24.0-26.0 | ||||||
| 316 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.0 | 16.0-18.0 | 2.0- | |||||
| 316L | ≤0 .03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0 - 15.0 | 16 ,0 -1 8,0 | 2.0 - | |||||
| 321 | ≤ 0 .08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0 - 13.0 | 17,0 -1 9,0 | - | |||||
| 630 | ≤ 0 .07 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | 3,0-5,0 | 15.5-17.5 | - | |||||
| 631 | ≤0,09 | ≤1.0 | ≤1.0 | ≤0,030 | ≤0,035 | 6.50-7.75 | 16.0-18.0 | - | |||||
| 904L | ≤ 2 .0 | ≤0,045 | ≤1.0 | ≤0,035 | - | 23,0·28,0 | 19.0-23.0 | 4.0-5.0 | |||||
| 2205 | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,030 | ≤0,02 | 4.5-6.5 | 22.0-23.0 | 3.0-3.5 | |||||
| 2507 | ≤0,03 | ≤0,8 | ≤1.2 | ≤0,035 | ≤0,02 | 6.0-8.0 | 24.0-26.0 | 3,0-5,0 | |||||
| 2520 | ≤0,08 | ≤1.5 | ≤2.0 | ≤0,045 | ≤ 0,03 | 0,19 -0.22 | 0. 24 -0 .26 | - | |||||
| 410 | ≤0,15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11.5-13.5 | - | |||||
| 430 | ≤0,1 2 | ≤0,75 | ≤1.0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0 -18,0 | - | |||||
| Proizvod Ime | Materijal | Standard | Veličina (mm) | Aplikacija | |||||||||
| Niskotemperaturna cijev | 16MnDG 10MnDG 09DG 09Mn2VDG 06Ni3MoDG ASTM A333 | GB/T18984- 2003 ASTM A333 | OD: 25mm~508mm Težina:3mm~100mm | Primijeniti na -45 ºC ~ 195 ºC niskotemperaturnu tlačnu posudu i cijev izmjenjivača topline niske temperature | |||||||||
| Cijev kotla visokog pritiska | 20G ASTMA106B ASTMA210A ST45.8-III | GB5310-1995 ASTM SA106 ASTM SA210 DIN17175-79 | OD:8-1240* WT:1-200 | Pogodno za proizvodnju visokotlačne kotlovske cijevi, kolektora, parne cijevi itd | |||||||||
| Cijev za krekiranje nafte | 10 20 | GB9948-2006 | OD: 8-630* WT:1-60 | Koristi se u cijevi peći rafinerije nafte, cijevi izmjenjivača topline | |||||||||
| Cijev kotla niskog srednjeg pritiska | 10# 20# 16Mn,Q345 | GB3087-2008 | OD:8-1240* WT:1-200 | Pogodan za izradu različitih konstrukcija kotlova niskog i srednjeg pritiska i kotlova za lokomotive | |||||||||
| Opća struktura cijevi | 10#,20#,45#,27SiMn ASTM A53A,B 16Mn,Q345 | GB/T8162- 2008 GB/T17396- 1998 ASTM A53 | OD:8-1240* WT:1-200 | Primijeniti na opću strukturu, inženjersku podršku, mehaničku obradu itd | |||||||||
| Uljno kućište | J55,K55,N80,L80 C90,C95,P110 | API SPEC 5CT ISO11960 | OD:60-508* WT:4.24-16.13 | Koristi se za ekstrakciju nafte ili gasa u omotaču naftnih bušotina, koristi se u bočnom zidu naftnih i gasnih bušotina | |||||||||
Prikaz proizvoda